In che modo vengono laminati i fogli acrilici colorati glitter a motivi a più livelli? Che tipo di colla o processo viene utilizzato per garantire un legame fermo tra gli strati?
Preparazione prima della laminazione
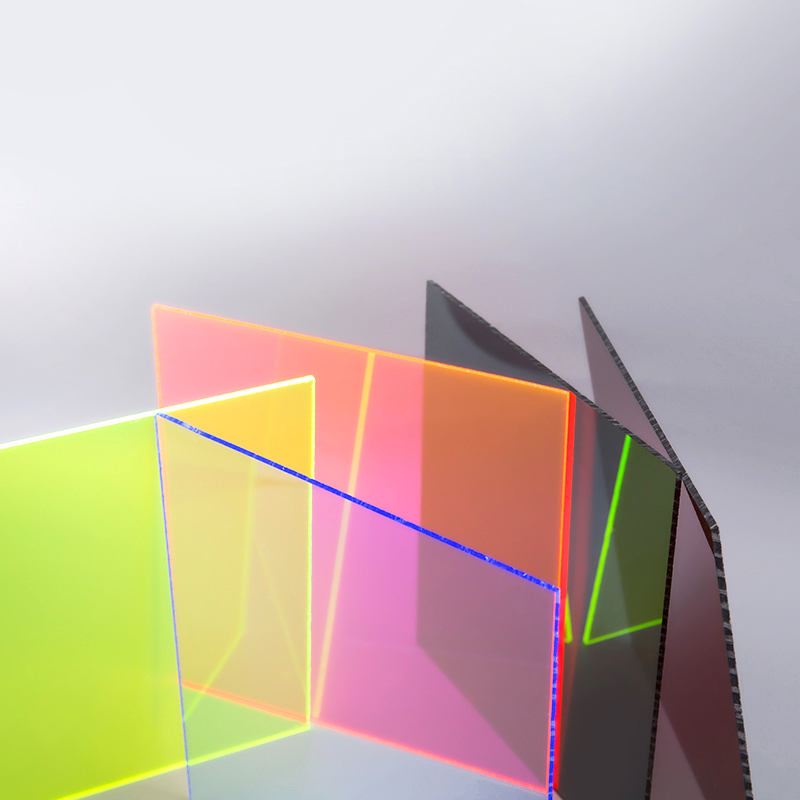
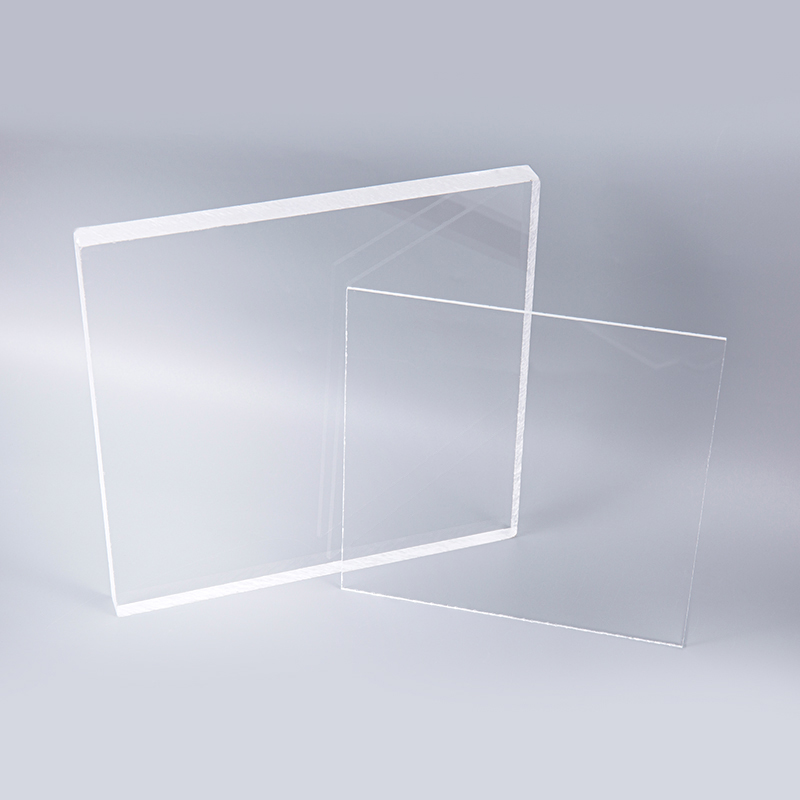
Selezione del materiale: per multistrato fogli acrilici colorati glitter , i fogli acrilici di alta qualità dovrebbero essere usati come materiale di base. Hangzhou Oleg International Trade Co., Ltd prepara materiali a strati acrilici trasparenti contenenti piccoli lucentezza colorati in base ai requisiti di progettazione, nonché ad altri materiali acrilici funzionali che possono essere utilizzati per gli strati medi o inferiori, come acrilici con colori diversi, trasparenza o proprietà ottiche speciali.
Trattamento superficiale: prima della laminazione, la superficie del foglio acrilico deve essere trattata per migliorare l'adesione della superficie. I metodi di trattamento comuni includono trattamento chimico, rettifica fisica, ecc. Il trattamento chimico può utilizzare detergenti o tensioattivi specifici per rimuovere impurità come olio, polvere, ecc. Sulla superficie del foglio, pur rendendo attiva la superficie, che è favorevole alla successiva adesione della colla. La macinazione fisica è quella di agitare la superficie meccanicamente del foglio, aumentare la superficie, aumentando così l'area di contatto tra la colla e il foglio e migliorando la forza di legame. Ad esempio, è possibile utilizzare la carta vetrata o una smerigliatrice per lucidare leggermente la superficie del foglio acrilico, ma fai attenzione a evitare una lucidatura eccessiva che causerà superfici irregolari o danni al foglio.
Processo composito
Selezione della colla: scegliere la colla giusta è la chiave per garantire il legame fermo di fogli acrilici a più livelli. In generale, le colle comunemente usate per legare i fogli acrilici includono colle acriliche, colle di silicone e colle di resina epossidica. Le colle acriliche hanno i vantaggi della velocità di cura rapida, dell'alta resistenza al legame e della buona trasparenza. Possono ottenere la fissazione iniziale e il rapido posizionamento dei fogli acrilici in un tempo relativamente breve e sono adatti a parti che richiedono una prototipazione rapida nelle strutture multistrato. Le colle di silicone hanno una buona flessibilità e resistenza alle intemperie, possono adattarsi all'espansione termica e alla contrazione dei fogli acrilici in diverse condizioni ambientali e riducono i crack interstrato causati dalle variazioni di temperatura. Sono spesso utilizzati in applicazioni o prodotti esterni che richiedono un'elevata resistenza alle intemperie o un uso a lungo termine. La colla di resina epossidica ha una resistenza di legame estremamente elevata, buone prestazioni di legame per vari materiali e una buona resistenza alla corrosione chimica e prestazioni di isolamento. È adatto a compositi in foglio acrilico a più livelli con elevati requisiti per la resistenza strutturale e la stabilità. Durante il processo di produzione, Hangzhou Oleg International Trade Co., Ltd selezionerà un'appropriata combinazione di colla o colla per garantire un legame fermo tra i livelli in base agli scenari di applicazione specifici e ai requisiti di prestazione del prodotto. Ad esempio, per i fogli acrilici a colore flash a motivi multistrato utilizzati per segni decorativi e decorazioni per eventi, si può preferire la colla per acrilato per soddisfare i requisiti di rapida produzione e buoni effetti visivi; Mentre per i compositi in foglio acrilico in apparecchi di illuminazione esterna e pannelli a LED, si possono prendere in considerazione la colla in silicone o la colla in resina epossidica per garantire stabilità e affidabilità a lungo termine.
Metodo di incollaggio: dopo aver determinato la colla, è necessario utilizzare un metodo di rivestimento di colla idoneo per applicare uniformemente la colla sulla superficie del foglio acrilico. I metodi di rivestimento di colla comuni includono spazzolatura, spruzzatura, raschiatura e rotolamento. La spazzolatura è un metodo semplice e facile, adatto per incollare piccole aree o schede di forma irregolare, ma può causare un'applicazione di colla irregolare e influenzare l'effetto di legame. La spruzzatura può ottenere una distribuzione più uniforme della colla, che è adatta per incollare ampie aree di schede, ma richiede attrezzature di spruzzatura professionale e capacità operative e si dovrebbe prestare attenzione al controllo della pressione, della portata e della distanza della spruzzatura per evitare spruzzatura eccessiva o cedimento della colla. Rampizzazione e rotolamento sono comunemente usati metodi di incollaggio su alcune linee di produzione automatizzate. Usando un raschietto o un rullo per applicare uniformemente la colla sulla superficie della scheda, la quantità e lo spessore della colla possono essere controllati accuratamente per migliorare l'efficienza della produzione e la qualità del legame. Nel composito di schede acriliche a colore flash a motivi a motivi multi-strati, il metodo di incollaggio appropriato viene generalmente selezionato in base alle dimensioni, alla forma e alla scala di produzione della scheda. Ad esempio, per le schede acriliche con una dimensione standard di 1250 x 2450 mm, è possibile utilizzare attrezzature di raschiatura o rotolamento automatizzate per incollare in produzione su larga scala per garantire l'uniformità e la coerenza della colla; Mentre per alcuni prodotti personalizzati di piccole dimensioni o produzione campione, è possibile utilizzare spruzzatura o spazzolatura per un funzionamento flessibile.
Operazione di composizione: dopo l'applicazione della colla, gli strati preparati di fogli acrilici sono allineati e aggravati con precisione in base ai requisiti di progettazione. Per i fogli acrilici con strati di colore flash modellati, è necessario garantire che lo scintillio di colore sia distribuito uniformemente e il motivo soddisfa i requisiti di progettazione. Durante il processo di compounding, è necessario applicare una certa quantità di pressione in modo che la colla possa riempire completamente gli spazi tra gli strati ed escludere le bolle d'aria per garantire la tenuta del legame. La pressione può essere applicata mediante pressione meccanica, pressione del vuoto o pressione a caldo. La pressione meccanica è applicare una pressione uniforme al foglio composito utilizzando una pressa o un morsetto per far adattarsi strettamente agli strati. La pressione del vuoto consiste nell'utilizzo della pressione atmosferica per premere i fogli in un ambiente a vuoto. Questo metodo può escludere efficacemente l'aria tra gli strati e migliorare la qualità di legame. La pressione a caldo è riscaldare il foglio mentre si applica la pressione per accelerare il processo di indurimento della colla e migliorare la resistenza del legame. Tuttavia, la pressione a caldo richiede il controllo dei parametri di temperatura e pressione per evitare la deformazione del foglio acrilico o l'invecchiamento della colla a causa della temperatura eccessiva. Nella produzione effettiva, Hangzhou Oleg International Trade Co., Ltd selezionerà la pressione e il metodo di laminazione appropriati in base alle caratteristiche della colla, al materiale e allo spessore del foglio acrilico e ai requisiti di qualità del prodotto. Ad esempio, per fogli acrilici più sottili (come un intervallo di spessore da 2,7 mm a 5 mm), la pressione del vuoto o la pressione meccanica inferiore possono essere utilizzate per la laminazione per prevenire la deformazione del foglio; Mentre per alcuni prodotti che richiedono indurimento rapido e un legame ad alta resistenza, è possibile utilizzare la pressione a caldo, combinata con un controllo preciso della temperatura e della pressione per ottenere un buon effetto di laminazione.
Cura e post-elaborazione
Processo di indurimento: dopo che la laminazione è stata completata, la colla deve essere curata per ottenere la resistenza di legame finale. Diversi tipi di colla hanno diversi metodi di indurimento e tempi. Le colle acriliche di solito possono curare rapidamente a temperatura ambiente, raggiungendo generalmente un'elevata resistenza di legame in pochi minuti o ore, ma per garantire che la colla sia completamente curata, potrebbe essere necessario lasciarsi per un certo periodo (come circa 24 ore). Il tempo di cura della colla in silicone e della colla di resina epossidica è relativamente lungo e potrebbe essere necessario curare in determinate condizioni di temperatura e umidità, come la cottura in un forno a 50-80 ℃ per diverse ore o anche più a lungo. Le condizioni di cura specifiche dovrebbero essere determinate in base alla formula della colla e ai requisiti del prodotto. Durante il processo di indurimento, l'ambiente dovrebbe essere mantenuto pulito e stabile per evitare polvere, vibrazioni e altri fattori che influenzano l'effetto di legame.
Post-elaborazione: dopo il completamento della cura, il foglio acrilico colorato glitter a motivi multi-strati compositi deve essere post-elaborato per migliorare la qualità e le prestazioni del prodotto. Il processo di post-elaborazione include tagli ai bordi, lucidatura superficiale, ispezione di qualità e altri collegamenti. Il taglio dei bordi è appiattire il bordo della lenzuola composita tagliando o macinando, rimuovere la colla in eccesso e le bacche e rendere la precisione dimensionale del prodotto e la qualità dell'aspetto soddisfano i requisiti. La lucidatura della superficie è quella di macinare finemente e lucidare la superficie del foglio per ripristinare la sua luminosità e levigatezza, specialmente per i fogli acrilici con trattamento superficiale lucido, per garantire che non ci siano graffi, bolle e altri difetti sulla superficie per ottenere un buon effetto visivo. L'ispezione di qualità è una parte importante del processo di post-elaborazione. Attraverso l'ispezione visiva, l'ispezione ottica, i test della proprietà meccanica e altri metodi, l'aspetto, la resistenza al legame, la trasparenza, l'uniformità del colore e altri indicatori della scheda composita sono testati per garantire che il prodotto soddisfi gli standard e i requisiti dei clienti pertinenti. Per i prodotti non qualificati rilevati, l'analisi e l'elaborazione tempestiva dovrebbero essere effettuate per scoprire i motivi e adottare misure di miglioramento corrispondenti per evitare problemi simili nella produzione successiva.